| Февраль 2016 → | ||||||
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|---|---|---|---|---|---|---|
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
|
15
|
16
|
17
|
18
|
19
|
20
|
21
|
|
23
|
27
|
|||||
|
29
|
||||||
За последние 60 дней ни разу не выходила
Сайт рассылки:
http://umeha.3dn.ru
Открыта:
22-02-2016
Статистика
0 за неделю
О металлах и работах с ними
|
||||||||||||||

 Трудно
подсчитать, сколько консервных банок вскрывается в течение года в
каждой семье. Содержимое съедается, а сама банка выбрасывается в
мусорное ведро. А между тем в умелых руках это прекрасный поделочный
материал. Ведь жесть представляет собой холоднокатаную сталь, не
боящуюся ржавчины.
Трудно
подсчитать, сколько консервных банок вскрывается в течение года в
каждой семье. Содержимое съедается, а сама банка выбрасывается в
мусорное ведро. А между тем в умелых руках это прекрасный поделочный
материал. Ведь жесть представляет собой холоднокатаную сталь, не
боящуюся ржавчины. 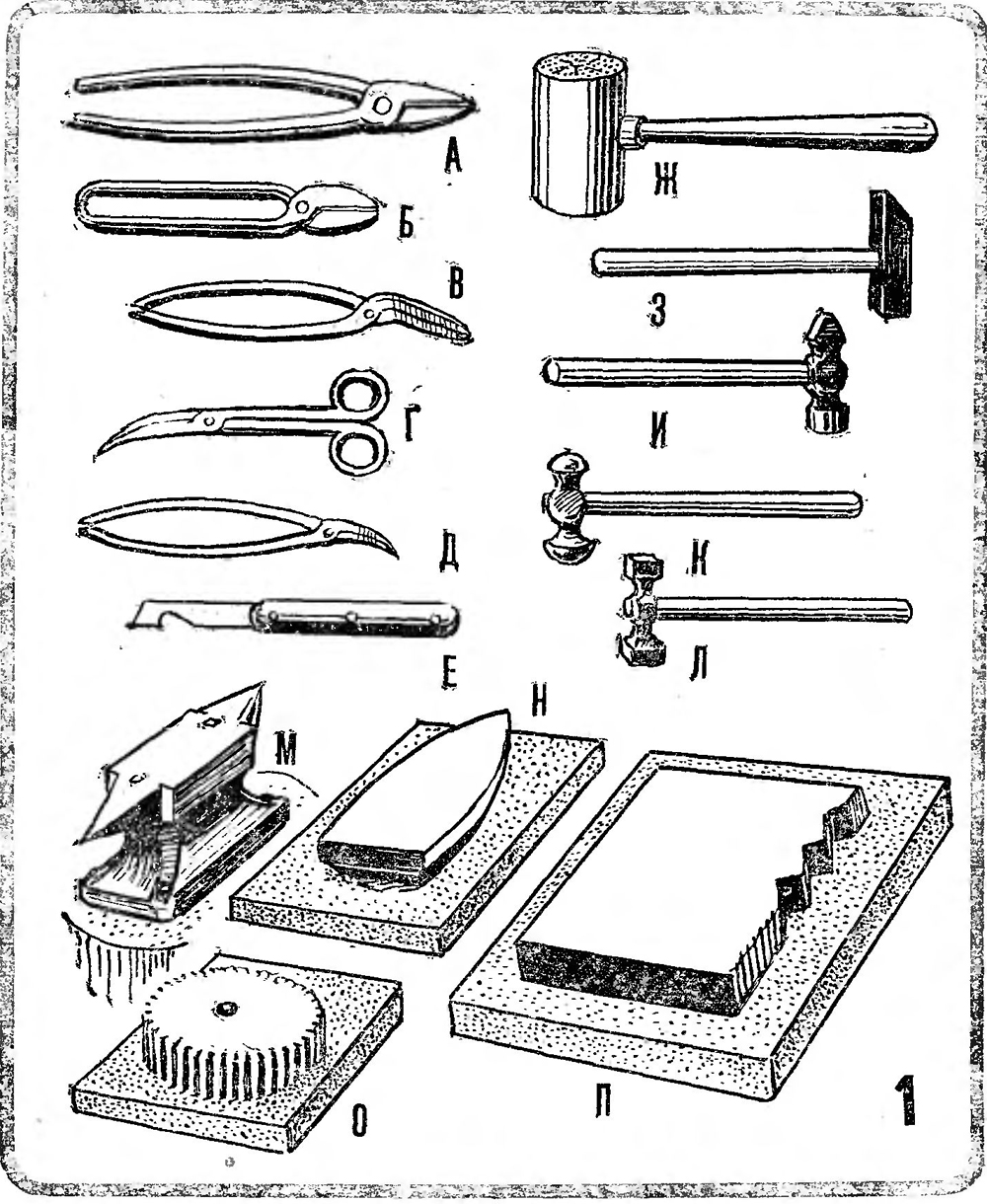



| В избранное | ||
