| ← Август 2007 → | ||||||
|
1
|
2
|
3
|
4
|
5
|
||
|---|---|---|---|---|---|---|
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
|
13
|
14
|
15
|
16
|
17
|
18
|
19
|
|
20
|
21
|
22
|
23
|
24
|
25
|
26
|
|
28
|
29
|
30
|
31
|
|||
За последние 60 дней ни разу не выходила
Сайт рассылки:
http://www.allbeton.ru/
Открыта:
27-12-2002
Адрес
автора: home.build.penobeton-owner@subscribe.ru
Статистика
0 за неделю
Популярное бетоноведение - 68 выпуск. Прикатка газобетона. Оборудование газобетона.

Рассылка "Популярное бетоноведение" – 68-й выпуск.
Прикатка газобетонаС. Фархад, д. т. н. Газобетон —
один из видов ячеистых бетонов,
строительный материал, насыщенный газовыми
пузырьками (ячейками), которые делают бетон
лёгким и «тёплым». Из него изготавливают
весьма эффективные стеновые блоки и панели,
плиты покрытий и перекрытий. Чем больше суммарный объём ячеек, т. е. чем легче бетон, тем выше его теплозащитные свойства, тем тоньше может быть выполняемый из него строительный элемент, тем меньше материалоёмкость продукции, ниже расходы энергии на добычу, доставку и переработку сырья, меньше трудозатраты при изготовлении и монтаже элементов, меньше расходы на транспортировку готовой продукции. Сделать продукцию более лёгкой не сложно, проблема в другом. Чем легче бетон, тем ниже его прочность. Эта физическая закономерность, характерная для любого пористого материала, — непреложна. Однако есть обходной манёвр. Ни при каких условиях материал не бывает одинаково загруженным во всех точках блока или панели, всегда есть более нагруженные опасные зоны. К ним относится поверхностный слой элемента, непосредственно воспринимающий и механические нагрузки, и любые агрессивные воздействия. Если этот поверхностный слой (толщиной всего 1–2 см) усилить, то в остальной части изделия можно спокойно снижать плотность (а значит и прочность) материала без опасения снизить эксплуатационные характеристики изделия. Интересно, что и в изделиях, непосредственно не воспринимающих ни сосредоточенных сил, ни атмосферных воздействий, максимально нагруженным также может оказаться поверхностный слой. Например, плита междуэтажного перекрытия, защищённая деревянным чистым полом, не испытывает влияний ни дождя, ни высоких каблуков, но максимальные напряжения, как и в любом изгибаемом элементе, также возникают у неё в поверхностном слое. Казалось бы, нет ничего проще усиления поверхностной зоны изделия: двухслойные и даже трёхслойные конструкции давно известны, их технология отработана, опыт применения накоплен — вперёд и с песнями... Но не всё так просто. Есть множество причин, по которым этот способ представляется недостаточно эффективным. Двухслойные конструкции требуют наличия двух технологических линий по складированию, транспортировке и дозированию ингредиентов, по затворению двух бетонных смесей; изделия дважды формуются, да ещё с технологической выдержкой между операциями, что повышает и трудоёмкость, и энергоёмкость процесса. Есть ещё одна неприятность: слои не идентичны — ни по составу, ни по свойствам, они характеризуются разной усадкой, разным коэффициентом температурного расширения, разной паропроницаемостью, а всё это чревато деструкцией. Самый же главный недостаток традиционных двухслойных конструкций в наличии резкой границы между слоями, которая является местом концентрации напряжений. На этой границе скапливается конденсат, замерзающий с увеличением объёма и буквально разрывающий конструкцию. Раньше, когда плотность слоёв различалась примерно в 2 раза, перечисленные неприятности были не очень заметны, но когда плотность ячеистого бетона снизилась до 600 кг/м3, т. е. стала в 4 раза меньше, чем у тяжёлого бетона, ситуация осложнилась, а с перспективой дальнейшего снижения плотности она просто зашла в тупик. Наиболее простым способом повышения прочности ячеистого бетона является увеличение его плотности, например, путем удаления газа из его ячеек. В процессе схватывания бетона происходит внутренний отсос воды затворения и открывается контракционная пористость перегородок между газовыми ячейками, позволяющая, при помощи механических усилий, отжимать из них газ. Проблема в том, что в случае обычного прессования неотвердевшего ячеистого бетона, создаётся однородное поле сжимающих напряжений, приводящее к уплотнению всей толщи изделия, в то время как требуется уплотнить лишь тонкий поверхностный слой, да ещё обеспечить в нём плавное изменение плотности по толщине. Теоретическими исследованиями Буссинеска, Фламана, Мелана и др. установлено, что затухающее поле напряжений, с максимумом на поверхности, может быть получено лишь тогда, когда сжимающая нагрузка приложена не ко всей, а только к части этой поверхности. Получены соответствующие математические выражения. Например, поверхностный слой переменной плотности может быть получен, если взять штамп, площадь которого существенно меньше открытой поверхности обрабатываемого изделия, и последовательно уплотнять всю поверхность. Но это долго и нетехнологично. К счастью, в теории, аналогичный результат уплотнения достигается в случае не только круглого или, например, квадратного штампа, но и полосового. А отсюда всего один шаг до весьма технологичного полосового штампа в виде прикатывающего вала, который и переставлять не надо. Параметрами, позволяющими управлять строением прикатанного слоя, являются: глубина погружения вала в ячеистый бетон, температура бетона, длительность технологической выдержки перед прикаткой и др. У газобетонных изделий в результате вспучивания над бортами формы образуется выступающая горбушка, которую обычно срезают и, чаще всего, не взирая на возмущения экологов, направляют в отвал, загрязняя окружающую среду (затраты на утилизацию горбушки, зачастую, оказываются больше получаемой прибыли). Надо добавить, что срезка и удаление горбушки требуют значительных затрат ручного труда, а механизация этих операций связана с большими капитальными затратами и под силу только крупным заводам. В случае применения прикатки проблемы горбушки частично или полностью снимаются, она валом вдавливается в изделие. Иногда, при высокой горбушке, при необходимости получения тонкого уплотнённого слоя, часть горбушки, по её высоте, срезают. Длительная работа автора в НИИ позволила накопить богатый опыт и выявить многие скрытые проблемы прикатки ячеистого бетона. Сразу же выяснилось, что даже схватившийся бетон безобразно налипает на прикатывающий вал, и тут не помогают никакие смазки. Вторая неприятность — сдвиг прикатываемой горбушки, в результате чего за валом, на уплотнённой поверхности, остаются глубокие поперечные трещины. Были и ещё неожиданности. Первую
самоходную прикатывающую машину,
предназначенную специально для прикатки
ячеистого бетона, создали в г. Донецке и
довольно быстро внедрили её на ряде заводов
— в Донецке, Курахово, Ступино и др.
Оригинально были решены проблемы трещин и
налипания на вал. Прикатывающий вал вращали
со скоростью около 200 об./мин. Газобетонная
смесь под воздействием вала тиксотропно
разжижалась, дегазировалась, и частично
усреднялась её плотность в пределах
поверхностного слоя толщиной около Сначала прикатанный слой рассматривали как своеобразную наружную штукатурку стеновых панелей, но вскоре выяснилось, что толстый и излишне плотный прикатанный слой недостаточно паропроницаем, что и приводило к его отслаиванию. Технология не позволяла уменьшать ни толщину, ни плотность слоя, но отказаться от прикатки и вернуться к срезке горбушки не хотелось. В результате переконструировали формы и стали прикатывать не наружную, а внутреннюю сторону панели. К тому моменту в г. Челябинске была разработана машина иной конструкции. Проблема трещин решалась также за счёт принудительного вращения вала, но его угловая скорость соответствовала линейной скорости перемещения машины, вал не скользил по смеси, не разжижал и не усреднял её. Строение прикатанного слоя стало более предсказуемым, сохранялась его паропроницаемость и плавность изменения плотности. Не менее оригинально была решена и проблема налипания смеси на вал. Он был выполнен в виде толстостенной шлифованной трубы из нержавеющей стали, внутри которой располагались электронагреватели (ТЭНы), нагревавшие его поверхность до температуры 200–300 °С. Во время прикатки влажного газобетона между валом и изделием возникала прослойка пара, исключающая возможность налипания смеси. Машина
оборудована рядом дополнительных узлов и
выполнена в двух вариантах: с длиной вала 2 и
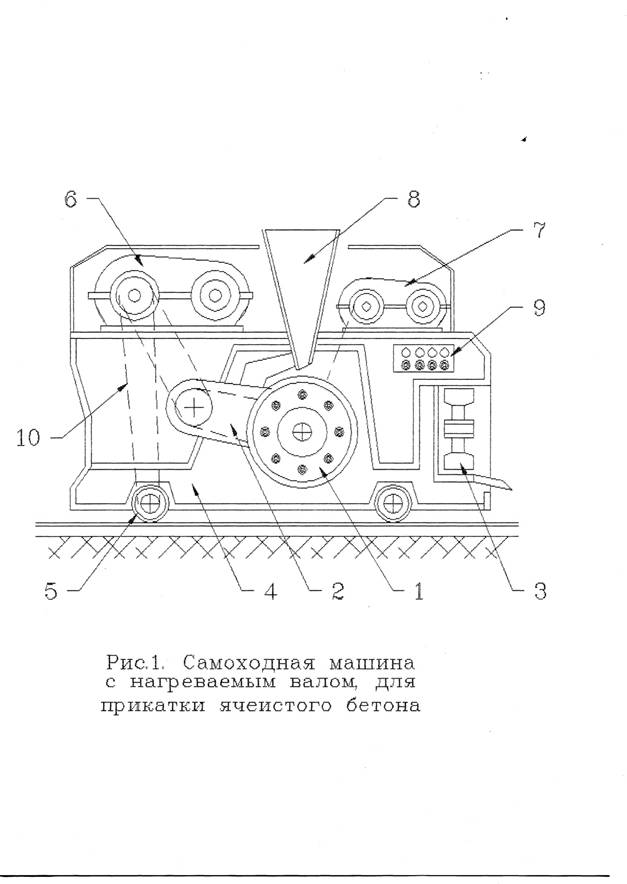
На рис. 1 показаны основные узлы машины: нагреваемый прикатывающий вал 1, поворотная каретка, поддерживающая вал 2, узел частичной (регулируемой по высоте) срезки горбушки 3, рама машины 4, ходовые колеса 5, привод хода машины и вращения вала 6, привод перемещений по вертикали вала и узла срезки горбушки 7; бункер для дисперсного материала (декоративного, гидрофобного и т. п.) при необходимости подсыпаемого на прикатываемую поверхность 8, пульт управления 9, цепная передача 10. На рисунке не показан узел принудительной подсушки поверхности и ряд других узлов.
Использование прикатки позволило кардинально пересмотреть конструктивное решение крупноразмерных ячеистобетонных изделий, ввести врасчёт объективно существующий уплотнённый слой и перейти от однородных (однослойных) конструкций к вариатропным, а это позволило существенно повысить качество изделий и экономить до 30 % материалов, включая арматурную сталь.
Оборудование для производства автоклавного газобетонаВыдержки из форума. Адрес дискуссии в интернет http://www.allbeton.ru/topic2987.html
— Добрый день. Где можно купить хорошее оборудование для производства газобетона(Украина,Россия)? — я так понимаю, что все производство газобетона "задавили" заводы производящие газоселикат. — Я не спрашивал кто кого задавил... Мне нужно информация о продаже качественного оборудования для изготовления газобетона автоклавным путем. Если такая информация есть. Буду благодарен. —
Скорее всего Вам нужно производство газосиликата. Лучше воспользоваться поиском. Владельцы газосиликатных производств по форумам шарахаться не будут ))). — Вот этот http://vksm.ru/production/2/ комбинат работает на отечественном оборудовании. Хотите такой же —
Да вот такое оборудование мне необходимо... То что это газоселикат я знаю, но многие называют это как автоклавный газобетон. Где такое оборудование можно купить? Интересует как новое так и Б\у. Сколько ориентировочно такое оборудование будет стоить.. Так как за сегодня я обошел очень много сайтов но так ничего точного я ненашел. Пару фирм в германии и в польше. Но пока никаких ответов они мне недали. Интересуют производственные линии мошностью от 100м3 в смену — Добрый день. У нас есть почти вся линяя по газосиликату. В наличии 2 автоклава проходных больших примерно по 2.5 миллиона, одна мельница однокамерная с резиновой футеровкой цена около 1.7 миллиона, и почти вся линия с газобетонной мешалкой, поддонами, формами, тележками и т.д. Цена около 5 милл. Все 1994 года выпуска не эксплуатировалось. Сергей. 8-928-274-65-40. Мин-Воды — Комплектный завод по выпуску газосиликата - от 5 млн. Долларов, разумеется. Если Вас эта цифра не смущает, имеет смысл разговаривать дальше. Если смущает - общение теряет смысл. Именно подозревая оное на Ваш пламенный призыв никто так и не откликнулся. А вообще, как мне кажется, ресурсы для вложения средств от 5 млн. долларов подобным образом не ищутся. Хотя может быть я отстал от жизни? —
Ресурсы для вложения таких средств ищутся любым способом! Я уже таким способом вышел на фирму в германии которая предлагает автоматизированные линии по производству газоселиката. —
Какова производственная мощность завода от 5 милл долларов ? Кто изготовитель оборудования ? — Иметь 5 млн. долларов на завод по выпуску газосиликата и не знать про Хебель, Итонг, Сипорекс, Верхан, Маза-Хенке ????????? Молодой человек не смешите людей и не флудите. Материал для курсовой/диплома собирайте самостоятельно. —
А кто Вам сказал что я незнаю этих изготовителей обоудования ? Не стоит делать поспешных выводов.... Я не собираю информацию для диплома или курсовой. Я хочу просто иследовать весь рынок такого оборудования. Возможно есть аналоги этому оборудованию в России ? Вот что меня интересует. Да и насчет флуда.... если вы незнаете определение этому слову не стоит его употреблять в моем случае! Вот изготовитель который нас заинтересовал - Верхан — [quote]Да и насчет флуда.... если вы незнаете определение этому слову не стоит его употреблять в моем случае! [/quote] Молодой человек, я в сети уже 20-й год. И начинал с FIDO. Поинтересуйтесь, при случае, чего это и как. [quote]Я хочу просто иследовать весь рынок такого оборудования. [/quote] С целью праздного интереса? – Не верю. С целью вложения свободных капиталов? – Тем более, НЕ ВЕРЮ. С ТАКИМИ «бабками» идут сразу в профильный НИИ заказывать предварительное проектное решение. А потом к бялорусским друзьям – набраться последних новинок. А оттуда - на ланч к немецким друзьям для заключения договора о намерениях. И как только Вы покажете им (немецким друзьям) маленькую толику имеющихся у Вас этих самых миллионов – через час за Вами вылетит персональный самолет. И по дороге до офиса того-же Верхана Ваш путь будут ублаждать в позиции «зю» все – от стюардессы до швейцара в ранге «все оплачено» и «пожелание клиента – закон». А во что верю? – Верю в безграмотного студиоуза надувающего щеки и пускающего пыль в глаза. Тоже мне, миллионер, блин. Скромнее молодой человек. Авось до диплома доковыляете. P.S. Да дайте мне сотую часть от своих миллионов. Нет, согласен даже на тысячную, - и я Вам все по полочкам разложу. А если нет этих самых миллионов – просто не выпендривайтесь. На грамотный вопрос последует грамотный ответ. – Это Форум профессионалов. И студиоузов (особенно толковых) здесь любят, лелеят и взращивают … но если те не включают дурочку. С уважением Сергей Ружинский. — Ну ну.... Для начала. Я в сети сижу тоже не мало времени. И прекрасно знаю что такое FIDO... пугать этим будете малышей. Я не студент. Никаких сотых и тысячных частей никто никому давать, а особенно вам не будет. Есть инвестор у которого есть такие деньги. Я не говорю что я миллионер. Смысл мне пускать кому то пыль в глаза?? Да я вас не знаю и вы для меня никто. Поэтому рисоваться тут перед кемто поверь мне никакого интереса нет. Короче... Если сказать ничего дельного не можете нестоит тут флудить ок ? Ваше мнение вообшем меня больше не интересует. Можете себе думать тут что хотите. — Ну вот, опять, хорошая тема выродилась в откровенную пое.....ь. — Я не хотел чтоб это тема превратилась в это.... товарищь Ружинский любит подискуссировать —
К сожалению он более убедителен, чем Вы (((. Если есть возможность, попробуйте привести лучшие аргументы. Кстати, в Вашем случае, главной проблемой будут не столько деньги, их скорее всего предложат банки партнеры тех же поляков, а агентское плечо наших советских банков. Уж эти то поглумятся от души. — Незнаю как насчет аргументов. Я отослал в верхан запрос на получение информации по производственной автоматической линии произодительностью в 150 м3 в сутки. Я думаю что на большее пока мы не сможем расчитывать. Это самая маленькая линия у них. Думаю что если цена этой линии нас устроит то мы её возмем. конечно на 5 миллионов я не рассчитывал но на половину я думаю вполне реально. Я немогу сказать что я хорошо в этом разбираюсь, но учиться никогда не поздно и все приходит с опытом. И так как я не профиссионал в этом поэтому и задал этот вопрос на этом форуме. — 2SlavikS Ваше производство "под ключ" будет стоить около 7млнЕ. Скорее всего немецкая часть будет стоить около 4млнЕ, остальное сделаете сами. Немцы, под Ваш проект могут Вас кредитнуть года на 4 процентов под 6 под гарантию Вашего банка агента, если он аккредитован их страховым агентством Гермес. 2dvc Не очень понятно, зачем Вам нужно было писать топик в таком тоне. Провокаций а ля Геннадий здесь уже хватает. За базар надо отвечать, уважаемый, даже в случае анонимности. — То Amir. Спасибо за информацию. —
Пожалуйста. А где заводик то собираетесь ставить? —
Скорее всего завод будет расположен под Одессой (Украина). — Ну вот собственно: То что нам предложили в Германии. Единственное но это оборудование Б\у Состоит из: ∙цилиндрическая мельница KRUPP CRUSUN, 2,0 х 2,5м, резиновая обшивка с измельчающими шариками Cylpebs, 25 об./мин, 125 кВт, с дозирующей линией AEG GA 2500/260 и насосом LINATEX S-4 ∙2 планетарных миксера в комплекте с мотором и передачей STEMA LINATEX, система трубопроводов с 2 х насосами ∙весы для извести, 400 кг со шнеком ∙весы для цемента, 400 кг со шнеком ∙весы для гипса, на весах для извести со шнеком ∙весы для жидкой смеси, около 3.500 кг ∙весы для алюминия ∙скоростной миксер STEMA ∙дозирующее устройство ∙система управления, г.в. 1993 ∙подвижная площадка. Располагается под миксером для распределения массы по формам, на направляющих. ∙25 форм для элементов, 2.100мм х 1.300мм х 750 мм ∙130 тележек для созревания материала ∙5 автоклавов ( длина 50 м, диаметр 1,6 м) ∙подвижная площадка для автоклава для 8 тележек созревания ∙линия смазки форм с различными распылительными головками и 3 насосами ∙автомат для открытия и манипуляций с формами, с кран-балкой. Система управления KLÖCKNER-MÖLLER (проработала ТОЛЬКО ОДИН ГОД) ∙линия резки: опрокидывающая машина, машина для горизонтальной и вертикальной резки, машина для очистки продукта, машина для выбора пазов и шипов, машина для шипов блоков, гидравлический агрегат, система управления SIEMENS S5, миксер для жидкой смеси, насос для жидкой смеси, намоточная машина для проволоки Так что товарищь Ружинский вы досих пор думаете что я тут как вы выразились "пыль в глаза пускаю" ? —
Уважаемый SlavikS, Похоже тот самый случай, о котором говорит Господин Ружинский. Пускаясь в авантюру с юзанным оборудованием Вы можете попасть на ряд проблем. Что лежит на виду: 1.Почему владельцы хотят впарить Вам этот зверинец? Интересна их аргументация. 2.Вы не сможете взять нормальный кредит под юзанное оборудование. 3.Не питайте иллюзий, что два хохла и один теоретик-молдаванин смогут нормально смонтировать, а главное демонтировать оборудование. Это очень тонкая работа, а у немцев это очень дорого стоит. 4.Скорее всего Вам будут впаривать завод на месте. Так вот, лучше наклонить продавца на оплату по факту запуска на новом месте. Иное - крайне опасно. 5.И еще, технология эта весьма энергозатратна, точнее сказать электро-паро энергозатратна. Лучше заранее все просчитать. Есть очень хорошая програмка - Проджект-эксперт, очень рекомендую поиграться. — To: Amir Я обсолютно с вами согласен. Дело в том что я вырезал лишь список оборудованния. Из всего предложения. Немцы обязуються произвести демонтаж оборудования, перевозку и монтаж на наших плошадях ни о каких молдаванах и речи быть неможет только те кто с ним работал его тут и будут монтировать. Плюс они сказали что готовы сделать пуск всех установок и сделать первыю партию продукции. Еслиб это мне говорили русские я бы неповерил. Немцам я больше доверяю в этом деле. —
Хоть Вы меня и не любите (и поделом), но цитируя данный пассаж попытаюсь все же расшифровать его (ну - как хохол-хохлу) - А куда "втыкивать" автоклавы собираетесь? И далее, на вскидку, даже только из перечня оборудования (в моих более ранних сообщених ведь не зря прозвучало о надобности у бЯлорусов поконсультироваться) оЧЧЧЧень похоже, что Вам предлагают технологический регламент от которого уже отказались на Западе. В этом наверное и кроется объяснение - почему комплектное оборудование распродают задешево. В этом-же, наверное, - почему Ваша продукция будет проигрывать той-же белорусской - начиная от теплофизики и заканчивая элементарной капиталлоемкостью производства. Что нибудь о термине "сетка колонн" слышали? - Ну на 2 курсе читают. Прошвырнитесь по конспектам, ежели вели. —
2SlavikS Завидую, искренней и черной завистью. А сколько это будет стоить вместе с банкетом? —
Дело в том что я по образованию не строитель. Сетка колонн на самом деле мне ничего не говорит я разве что могу догадываться что речь идем о каркасно-монолитном строительстве. возможно я ошибаюсь. Моя задача состоит в поиске оборудования и предоставлении всех предложений на рассмотрение. Я думаю когда будут выбирать оборудование из мною предложеного списка то скорее всего найдут того человека который сможет четко сказать какое лучше. С вопросом куда втыкать это пока я вам ответить несмогу. Но как только я буду владеть информацией думаю сразу же напишу. Вы говорите что оно дешовое. Ну вообшем линия новая сейчас стоит от 4 милл евро. Эта линиия стоит 2милл евро Если у вас есть какието замечание или советы буду рад выслушать. Но если ктото опять хочет написать кто я готовлю курсовую работу или чтото ещё подобного плана. Думаю пусть этот человек останеться при своем мнении. То Amir Думаю до банкета ещё далеко... — То SR: Меня заинтересовало ваше высказивание о регламенте. Где с такого рода информацией можно ознакомиться чтоб быть в курсе? От какого регламента отказались и какой утвердили ? Заранее благодарен. — 2SlavikS Не заморачивайтесь по поводу регламента. Его пропишут Вам немцы, только наклоните их, чтобы это делалось на Вашем сырье. По деньгам - отобъете меньше чем за год, только продавец должен подписаться под производительность + логистику, конечно, грамотно выстроить. Пару лет поработаете на прибыль а потом посмотрите, что там у Б'ларусов срослось. — To Amir: Сомневаюсь что мы отобьем меньше чем за год... Ваши слова да богу в уши. Так как там достаточно большие затраты на закупку сырья. Затраты на электроэнэргию тоже не маленькие Плюс оплата труда плюс налоги Но в целом думаю что если тысяч сто в месяц будет прибыль то это будет не плохо. А немцев я сам лично в автоклаве закрою и не выпушу пока они на нашем сырье не сделают.. — Ячеистый бетон изобрели очень давно. И метод поризации цементной смеси уже тогда был при помощи алюминиевой пудры. В щелочной среде она выделяет водород, который и поризует бетон. В СССР в то время алюминиевая пудра была крайне дефицитна (как, собственно и алюминий). Поэтому поиски привели к другому способу поризации – при помощи пены. От бедности стали развивать пенный способ поризации и весьма преуспели в этом. И в пенобетонах мы действительно впереди всех. Пока мы мучились с пеной Запад с жиру бесился и успешно осваивал газовый способ поризации в чем и достиг впечатляющих результатов. И в чем они безусловно и безоговорочно впереди нас – так это в резательном оборудовании. Его сейчас много разного. И от правильного выбора этого оборудования зависит не только геометрия, но и некоторые потребительские характеристики – в частности сам факт возможности производства пазогребневых блоков и т.д. В районе 60-70-х годов СССР закупил несколько полнокомплектных заводов по производству газосиликата и начал осваивать, а затем и копировать западные технологии. Из опыта эксплуатации этих западных заводов всплыла одна очень нехорошая особенность – газовый способ поризации (при помощи пудры) очень капризен и чувствителен к внешним условиям – щелочность среды, тепмпература, тиксотропные характеристики и т.д. Поэтому вспучивание массива и его выдержка до его порезки и помещения в автоклав – занимает много времени. А раз так то нарушается «конвейерность» производства – т.е. огромные залитые формы нужно складировать, перемещать с поста на пост, короче тасовать по цеху. Соответственно требуются какие либо грузоподъемные устройства – лучше всего мостовой кран. А мостовой кран – значит производственные помещения должны быть соответствующие, унифицированные по сетке колонн и по их конструкции с самой возможностью установки мостовых кранов. Короче получалось, что производственные помещения составляли значительную стоимость от размещенного в них оборудования. Нужно было в какой либо способ ускорить предварительное вызревание перед автоклавами – тогда техпроцесс приобретал линейность и отпадала надобность в громоздких зданиях. Выход нашли в применении технологии вибровспучивания, которая последовательно развилась до виброударного формования. По этой технологии акт поризации направленно и одномоментно интенсифицировался при помощи внешнего вибровоздействия. Залитая форма заезжает на виброударную площадку – Несколько минут, и смесь поризовалась, пол часа выдержки (это уже терпимо) порезка – и в автоклав. Мало того уже не нужно было искусственно разжижать смесь «лишней водой» - В/Т снизили, что отразилось на прочности и, главное, на отпускной влажности – бич ячеистых бетонов, от него много брака. Мало того вибрация настолько оптимизировала вспучивание, что теплофизические характеристики газосиликата значительно улучшились и автоматически значительно увеличилась устойчивость технологического регламента. В итоге рентабельность производства возросла. В результате оформилась такая тенденция комплектования производства газосиликата – автоклавы, смесители, раздатчики, виброударные площадки и другая мелочь использовались отечественные (все это серийное оборудование – только свисни и Славянск отгрузит). А вот резательное оборудование – покупалось имортное. В итоге получался дешевый и высокоэффективный комплекс способный выпускать очень качественный и дешевый газосиликат. И впереди планеты всей в этом вопросе – именно белорусы. Они первые свои Конрексы запускали, они-же первые и все грабли собрали на этом пути. Изучив опыт белорусов многие западные производства переводят свои технологические регламенты на виброударную технологию – под чутким руководством белорусов. Разумеется устаревшее оборудование режут в металлолом. Ну или продают, если повезет, ежели найдут какого дурня. ---------------------------- Автоклавы – это не просто огромная бочка с крышками. Автоклавы для нагрева используют пар. Причем не просто пар – а перегретый пар. Поэтому непреложным условием производства газосиликатов является наличие котельной. Да не простой котельной – а паросиловой. А она может стоить в несколько раз дороже всего остального оборудования. Теперь понятно на счет «- куда втыкивать?». Демонтировать автоклав, перевести его и заново смонтировать – это откровенная глупость, извините за резкость. И не хочу больше об этом распространяться. Вы автоклав видели когда нибудь? Под Москвой помнится монтировали автоклавы – так даже по телевизору показывали – цирк. ------------------------------ А есть еще «тонкости» по извести, по пудре, по помолу, по песку, по номенклатуре продукции – да там миллион тонкостей. Можно купить дешевое оборудование под высокоактивную известь и где её потом брать? – из Германии возить? Как видите в этом деле очень много нюансов и профессиональных тонкостей. И взяться за проработку такого производства без узко-узко-узко-специализированных знаний может только студент. Или безответственный человек. А вообще у меня уже наверное пятый такой случай за год – все кому не лень мечтают газосиликатом заняться. Это что за эпидемия такая пошла? Недавно вот пришел тоже «спец» – штаны шил. Теперь решил ячеистыми бетонами заниматься. Долго выспрашивал у меня кто делает автоклавы на Украине. А я сидел и смотрел на него как на дурака. А он, подозреваю – аналогично на меня. Я ему про котельную толкую, битый час, а он мне – Я буржуйками цех нагрею. — To Ружинский: Начнем по порядку. Про выбровспучивание я знаю поэтому оборудование будет браться с виброплощадками. Перед тем как вообше заикнуться на этом форуме про газоселикат я перерыл этот форум с ног нагалову. Перечитал СССР-ские госты про газоселикат. Чтоб быть хотябы немного в курсе того куда макнулся. Автоклавы в живую я не видел но на фотографиях и по габаритам я могу себе это представить. Если его днина 50 м то это очень внушительный размер. Про паросиловую кательную чесно скажу незнал. Был бы благодарен еслиб вы могли предоставить данные о том сколько ориентировочно она может стоить и где такое изготавливают и продают. Опять же вам говорю.. я собираю информацию.. прорабатывать тонкости производства поставок сырья и тому подобное буду не я это уж я вам могу точно сказать. Я же не говорю вам: Вот я хочу заниматься газо селикатом завтра куплю себе завод и буду там копашиться !! Пока досконально все не будет исследовано что с моей стороны что со стороны других учасников этого дела никто ничего покупать и ставить небудет. Безответственный человек сидел у напротив вас.. который шил штаны. Но когда речь идет о таких деньгах я даже незнаю кем нужно быть чтоб подойти к этому делу безответственно. Со своей стороны я постораюсь приложить максимум усилий. А за информацию которую вы выложили спасибо... Да и ещё вот какая проблема.... цемент есть известь есть песок хороший вроде как нашли. А вот алюминевой пудры (ПАП-2) у нас толком нет. В Одессе её никто не производит и только везут с Киева.. Выходит не очень красиво=( — Да и ещё... То что человек шил к примеру штаны. Это ещё не говорит о том что он дурак. Я не беру ваш случай возможно там действительно был человек без мозгов. Но к примеру я могу прийти к вам и узнать о производстве пенобетона. Но это же не говорит что я сам лично буду его делать. Я найму толкового технолога на работу и пусть он этим занимаеться. Не сможет буду искать до тех пор пока меня не устроит весь бизнес процесс производства в целом. Или я не прав. Ведь для того чтоб производить пенобетон необязательно в нем разбираться. Главное иметь мозги. и правильно организовать производство. Мой знакомый Держит завод про производству упаковки кульков самый большой на юге Украины. Так вот я вам скажу что когда 10 лет назад он начал это дело он был таксистом.... просто у человека есть голова на плечах которая умеет думать.... И таких людей надо ставить в пример. Вы же рассуждаете немного иначе... Но вы профисионал своего дела. И был бы такой человек как вы у какота на производстве я думаю он бы мог и дворником быть по образованию ! А пенобетом производил бы самый лучший ! Не так ли... —
2SlavikS Похоже Вы пытаетесь сделать чиста советскую ошибку собрав зверинец от разных поставщиков. Вам ведь не нужно сделать производство с набором супер-технологий. Скорее всего нужно стандартное производство с гарантированной производительностью и качеством на Вашем конкретном сырье. В любом случае, Вы никогда не станете проффэсором) в каждом изюме этой технологии да и Бог с ним, пусть производство и технология останется геморром у поставщика. Главное, чтобы поставщик подписался и выполнил свои гарантии. Ваша проблема это выбор надежного поставщика оборудования + сэйл и логистика по сырью. Что касается пудры - просчитайте удельный вес (в деньгах) каждой составляющей в м3 и перестаньте беспокоиться по мелочам ))). —
Позвольте не комментировать без объяснения причин.
Будет еще более некрасиво, когда вы узнаете, что и в Киеве пудру не делают. И совсем некрасиво станет, когда Ваша известь или цемент «вдруг» окажутся непригодны. Или что казалось бы мелочи – та-же пудра «вдруг» окажется вовсе не мелочью, а чуть ли не одним из ключевых факторов стабильности регламента.
Время рассудит. — То Amir: В некоторых предложениях как это, идет зверинец в некоторых идет все оборудование одного изготовителя. Когда все перелопатим по оборудованию тогда точно скажу на какой конфигурации остановились. На вашу критику.. а Особоенно критику Ружинского =) Тo Ружинский: Меня терзают смутные сомнения по поводу нежелания прокоментировать мой вопрос о паросиловой котельной.. Наверно Ружинский думает: ну блин дурак мечтает о газоселикатном заводе, а про какуюто простейшую котельную незнает... Сто процентов А да и ещё в добавок его посещает мысль о курсовой работе двоишника =) — А там не тока котельная нужна а еще компресорная (как Вы собираетесь транспортировать сырье, шлам), градирня... и почему 1 мельница? Мельница с резиновой футеровкой это для шлама, получается что у Вас должна быть готовая тонкомолотая известь с определенной активностью и временем гашения. У Вас есть такая близко на примете? —
Новая котельная в немецком исполнении скорее всего обойдется Вам около 300 000Е, включая водоподготовку. Штука дюже поганая. Большое давление и производительность по острому пару. Халява точно не пройдет, тк это все хозяйство сидит на контуре системы управления, те должно быть с мозгами. Впрочем, как я уже говорил это не Ваши проблемы а поставщика решения. Что точно будет проблемой (SR прав на 100 процентов) так это логистика по сырью. Точнее сказать не столько по качеству, немцы сделают Вам нужный регламент, сколько по стабильности качества. — To Amir: Спасибо за информацию... Этот форум мне очень помог.. А особенно Вам Amir и Ружинскому. Хотя в начале я о нем бы не очень хорошего мнения когда он принял меня за студиоза Если есть ещё мысли на тему буду рад выслушать... — http://allbeton.ru/viewtopic.php?p=14913&highlight=#14913 обсуждали эти вопросы ... по газосиликатному бетону — To Tata. Спасибо не видел этой темы на форуме.. Возможно плохо искал. — То: Сергей Ружинский. Добрый день ещё раз. Сергей возможно нам потребуеться ваша помощь как профисионала в этой отраси. Вы готовы её нам оказать? Естественно ваши услуги будут оплачены. Да вот ещё некоторая информация. Площади под это производства уже есть. Обшая площадь состовляет около 3 гектар. Подведены слудующие комуникации: Железнодорожная ветка, Промышленный газ, Вода, Каналлизация. Вопрос с острым паром решился вообше без проблем даже без покупки котельных. Кстати котельные не стоили 300 000 евро как ктото тут сказал выше. стоят они от 50 000 евро в зависимости от производительности. Но недалеко от нашей промбазы стоит Электро станция, турбины которой крутит пар. Они нам могут поставлять переработаный пар температурой до 300 градусов и обьемом до 250 тонн в сутки. Я думаю такого обьема нам хватит. Так что вопрос в покупке котлов отпал сам по себе. С Уважением Вячеслав. —
Да готов. Все мои координаты – в профиле.
шоб я так жил — Очень хорошо... Как только мы решим сопутствующие вопросы я с вями свяжусь и обьясню обстановку. Да и ещё у меня вопрос. По производственному сырью. Цемент есть (ША 500), песок при необходимости тоже есть (Белый Речной) Как можно выйти на производителей извести. Возможно вызнаете кто у нас в Украине производит хорошую известь именно такую как необходима для производства гасоселиката. И как с этими производителями можно связаться. Возможно у них есть ресурсы в интернете. И производят ли у нас эту злошастную алюминевую пудру? Потому что я нашел поставшиков только в Киеве. Но они не являються изготовителями . С Уважением, Вячеслав. — Так как может кто то знает заводы изготовители извести. Подскажите пожалуйста как с ними связаться. Заранее благодарен. С Уважением,Вячеслав — Хотел бы поинтересоваться. Такая вот известь подойдет.. Илиже всетаки необходим первый класс извети
— Уважаемый SlavikS, Если есть возможность, напишите пожалуйста в каком состоянии Ваш проект. — То Amir. Информации слишком много что вас интересует конкретно. Вот только недавно получили все комерческие предложения от поставщиков оборудования. Решили что Б\у линии брать небудем. Интересные предложения у фирм Верхан и Masa-Henke. Ещё вышли на производителей оборудования в Польше тоже есть интересные варианты. Уже есть територия под завод... общей площадью в 4 гектара с промышленный газом железнодорожной веткой канализацией водой энергией. Решен вопрос с парогенираторами. От них мы отказались так как недалеко от промбазы где будет распологаться завод стоит ТЭС. С ними мы уже вели переговоры они нам могут поставлять острый пар температурой в 300 градусов и количеством в 250 тонн в час. Но собственно столько нам ненадо... Но острого пара нам хватит с головой. И даже больше. Поставка оборудования от 6-12 месяцев. Теперь нам необходимо провести исследования для выяснения качества нашего сырья. цемента, песка, извести, и пудры. Скорее всего сейчас начнуться подготовительные работы на пром базе. Чтоб подготовить территорию для завоза оборудования Даже незнаю что ещё сказать, если чтото интересно спрашивайте постараюсь ответить. — Требования к материалам для производства газобетона во вложенном файле. В другом файле сколько чего нужно на куб автоклавного газобетона.
(Все права защищены, публикация данной информации в любом виде, без разрешения владельцев запрещена. С предложениями обращаться ibeton@mail.ru) Copyright 2006 ООО Строй-Бетон. Все права защищены. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

| В избранное | ||
