| ← Май 2011 → | ||||||
|
1
|
||||||
|---|---|---|---|---|---|---|
|
2
|
4
|
5
|
7
|
8
|
||
|
9
|
11
|
12
|
14
|
15
|
||
|
16
|
18
|
19
|
21
|
22
|
||
|
23
|
25
|
26
|
27
|
28
|
29
|
|
|
30
|
31
|
|||||
За последние 60 дней 19 выпусков (2-3 раза в неделю)
Сайт рассылки:
http://www.vira.ru
Открыта:
15-01-2007
Статистика
-1 за неделю
Vira.ru. Новые статьи о дизайне интерьера и ремонте. Выпуск No 390 от 2011-05-03
Рекомендуем подписаться: |
||||||||||||||

 Тротуарная плитка позволяет производить укладку дорожек и площадок любых форм и размеров.
Многобразие красивых, сочных расцветок, конфигураций, способов укладки позволяет ей вписаться в любой ландшафт и быть не просто дорожным покрытием, а частью дизайна.
Тротуарная плитка позволяет производить укладку дорожек и площадок любых форм и размеров.
Многобразие красивых, сочных расцветок, конфигураций, способов укладки позволяет ей вписаться в любой ландшафт и быть не просто дорожным покрытием, а частью дизайна.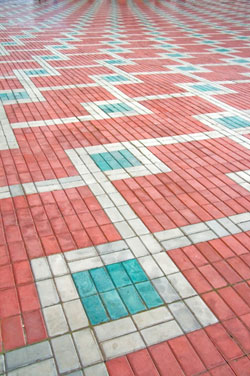 Для получения двухслойной плитки сначала выкладывается цветной слой 10-20 мм, и после виброобработки - основной слой. Заполненные формы на 10-20 секунд помещаются на вибростол (излишки бетона удаляются шпателем), а затем на участок сушки (в камерах термообработки или естественных условиях). Время твердения изделий зависит от температуры и добавок,
внесенных в бетон, может изменяться от 12 до 48 часов).
Для получения двухслойной плитки сначала выкладывается цветной слой 10-20 мм, и после виброобработки - основной слой. Заполненные формы на 10-20 секунд помещаются на вибростол (излишки бетона удаляются шпателем), а затем на участок сушки (в камерах термообработки или естественных условиях). Время твердения изделий зависит от температуры и добавок,
внесенных в бетон, может изменяться от 12 до 48 часов).| В избранное | ||
